
 Casa
Casa



Teste di formatura mediante stampa a caldo
Hokkai ha fornito ai nostri clienti una testa emisferica con pareti di spessore elevato per apparecchiature dell'industr
Invia la tua richiestaDESCRIZIONE
Informazioni basilari.
| Modello numero. | HHA |
| SÌ | 3200 mm |
| Pacchetto di trasporto | Telaio in acciaio |
| Specifica | HHA3015*53mm |
| Marchio | Hokkai |
| Origine | Cina |
| Codice SA | 73269019 |
| Capacità produttiva | 1000 tonnellate al mese |
Descrizione del prodotto
Hokkai ha fornito ai nostri clienti una testa emisferica con pareti di spessore elevato per apparecchiature dell'industria petrolifera e del gas
Ci sono molti requisiti per questo fondo bombato, tra cui piastre di materiale, formature e tolleranza.
Le specifiche dei fondi bombati sono le seguenti
HHA ID3015*MIN (50+3MM), TAGLIATO 150MM
Requisito materiale
1, il fornitore dovrà garantire che le lastre fornite siano esenti da cavità, laminazioni e fessurazioni e prive di difetti
2, non sarà consentita alcuna riparazione di saldature
3, il venditore garantisce che i beni forniti sono nuovi
4, i requisiti gengeal del metallo base devono essere conformi ai requisiti applicabili di ASME SA-20 e le piastre di rivestimento devono essere conformi ai requisiti applicabili di
ASME SA-480
5, Le piastre di base di SA516GR70 devono essere esaminate ad ultrasuoni in conformità con A-579 livello A, Requisiti supplementari S1
6, il metallo di rivestimento e il metallo di base devono essere sottoposti a trattamento termico in base alle specifiche del singolo materiale prima dell'incollaggio. il trattamento termico (pwht simulato dei test meccanici) per le piastre di rivestimento dopo l'incollaggio sarà il seguente
trattamento termico 1 ciclo
Temperatura di mantenimento 510+/-28 gradi
velocità di raffreddamento max 56 gradi/ora
tempo di attesa: min10 ore
7, La resistenza minima al taglio delle piastre di rivestimento sarà di 20.000 PSI (140 MPA), la prova di resistenza al taglio dovrà essere effettuata nel modo indicato in ASME SA-264 FIG.1
Per testa emisferica sagomata
1, la testa emisferica formata deve essere un pezzo grezzo filato o pressato di spessore sufficiente per raggiungere almeno lo spessore minimo.
2, il venditore garantisce che la testa emisferica formata sia quella nuova.
3, ciascuna testa nel bordo smussato di saldatura deve essere magnetica al 100% = esame delle particelle per evitare difetti, crepe, laminazioni o altri difetti.
4, la scanalatura di saldatura dovrà essere modellata in base alla geometria di saldatura finale e all'esame delle particelle magnetiche al 100% per individuare eventuali difetti.
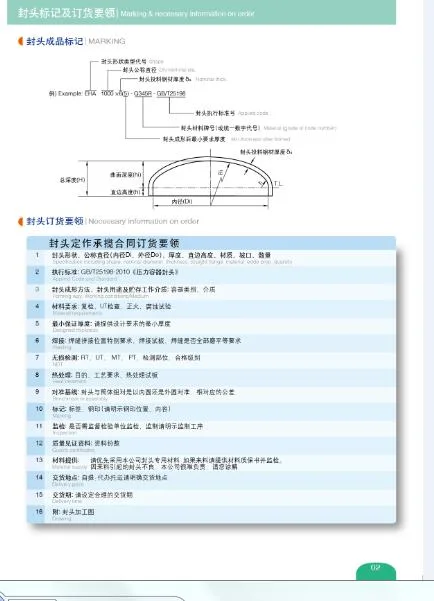
5, la tolleranza per la testa emisferica sagomata deve essere conforme a UG-81, codice ASME sezione Viii-1, sebbene le seguenti tolleranze, come mostrato nel disegno, non lo siano
coperti dal codice e dovranno essere rispettati dal fornitore
6, la superficie interna ed esterna delle teste emisferiche formate prima della spedizione deve essere pulita, asciutta e priva di incrostazioni


Prodotti correlati
-
![Testa piatto rivestita in 304 SA516gr70 e SA240 di grande diametro di alta qualità]()
Testa piatto rivestita in 304 SA516gr70 e SA240 di grande diametro di alta qualità
-
![Foglio tubolare in rame con deflettore per scambiatore di calore rivestito in titanio OEM e ODM]()
Foglio tubolare in rame con deflettore per scambiatore di calore rivestito in titanio OEM e ODM
-
![ASTM SS 304 304L 310S 316 316L 310S 430 laminato a caldo/a freddo/Specchio/Zincato/Alluminio/Carbonio/Delicato/Nero/Rivestito di colore/Rame/Titanio/Lamiera di acciaio inossidabile]()
ASTM SS 304 304L 310S 316 316L 310S 430 laminato a caldo/a freddo/Specchio/Zincato/Alluminio/Carbonio/Delicato/Nero/Rivestito di colore/Rame/Titanio/Lamiera di acciaio inossidabile
-
![Eccellenti proprietà di saldatura della piastra in acciaio inossidabile rivestita in nichel per l'industria PCB]()
Eccellenti proprietà di saldatura della piastra in acciaio inossidabile rivestita in nichel per l'industria PCB



